双端面磨床厂家
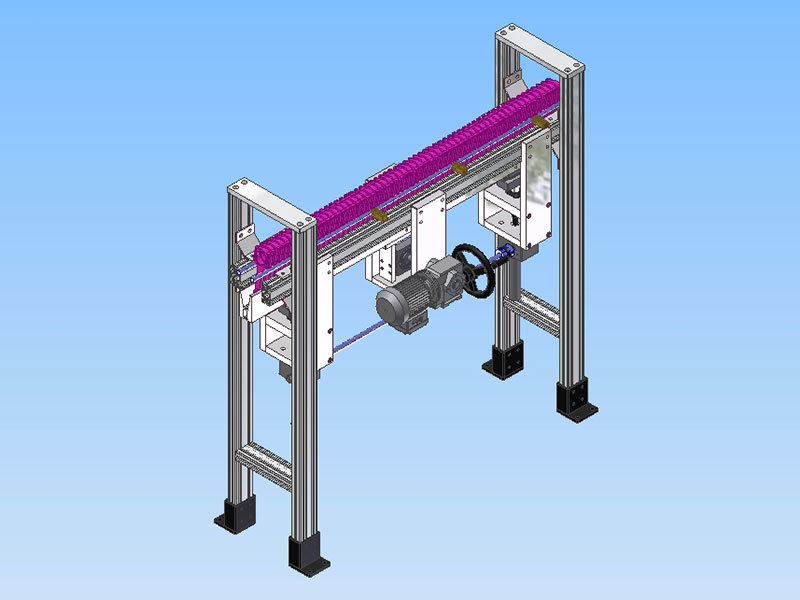
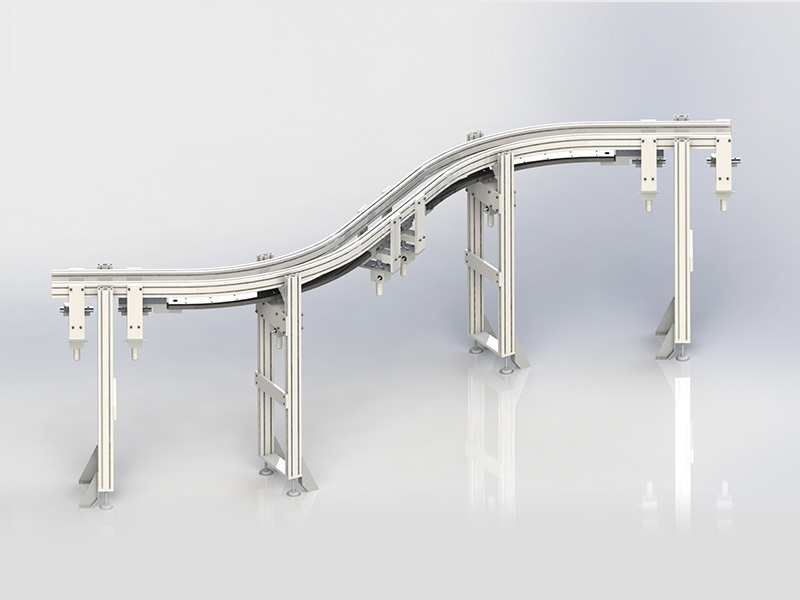
双端面磨床、连杆输送料道
 24小时服务热线
24小时服务热线双端面磨床系列砂轮与接长轴之间可用螺钉紧固或用粘结剂紧固。装置内圆磨砂轮是应留意以下几点:双端面磨床砂轮内孔与接长轴轴颈的配合间隙不能过大或过小。过小时,易将砂轮胀裂;过大时,使砂轮侧重而惹起振动。
砂轮与接长轴的间隙与紧固方式有关,用螺钉紧固时不宜超越0.2mm,用粘结剂紧固时不宜超越0.3mm.假如间隙过大,能够在接长轴与砂轮内孔之插入纸片,以减少间隙。双端面磨床砂轮两个端面不能直接与接长轴台肩及螺钉端面接触。
而应垫入黄纸片等软性衬垫,厚度以0.2mm~0.3mm为宜。这样能够使内圆磨砂轮受力平均,紧固牢靠。接受双端面磨床砂轮的接长轴端面及螺钉端面不能凹凸不平,接触面不能太小,否则会减少摩擦面积,不能保证砂轮紧固的牢靠性。
紧固螺钉的旋转方向不能与双端面磨床砂轮相同,否则在磨削力作用下,砂轮会自动松脱。目前,我国消费的双端面磨床和外援磨,砂轮旋转方向均是逆时针方向,因而,紧固螺钉的方向应为右旋。