双端面磨床厂家
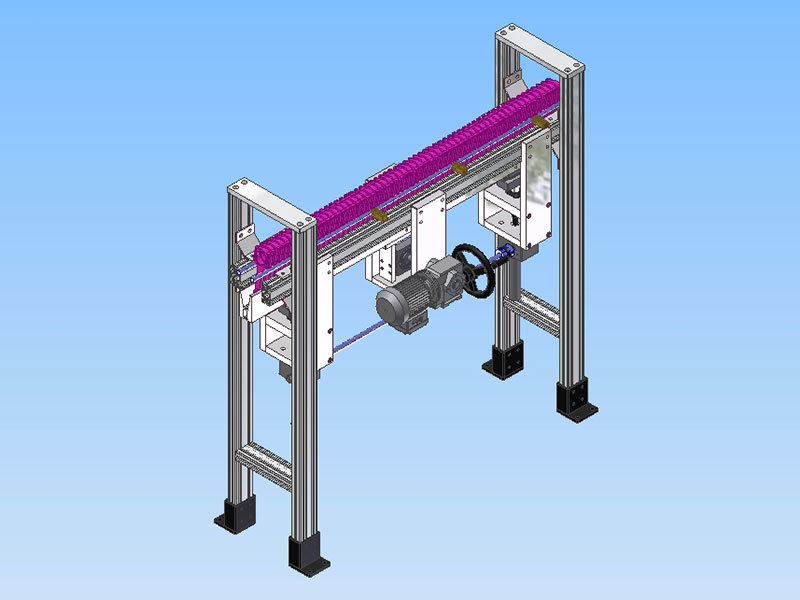
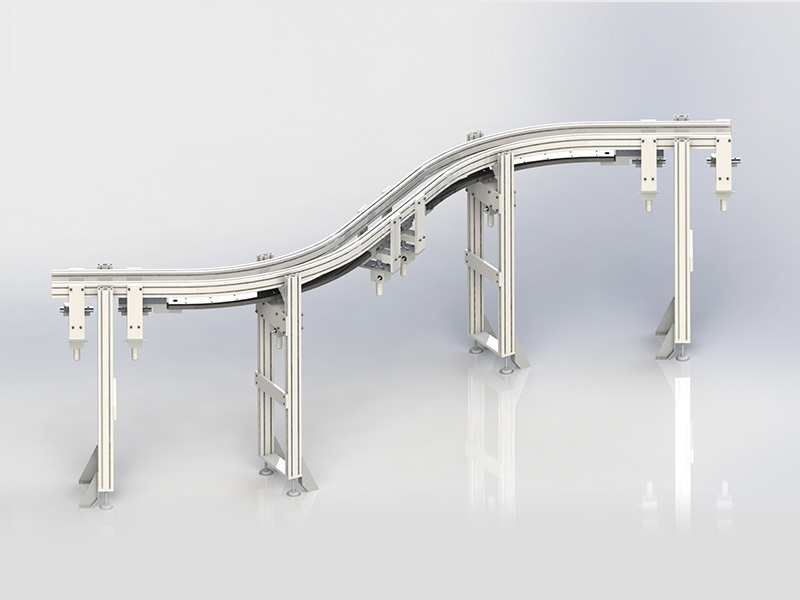
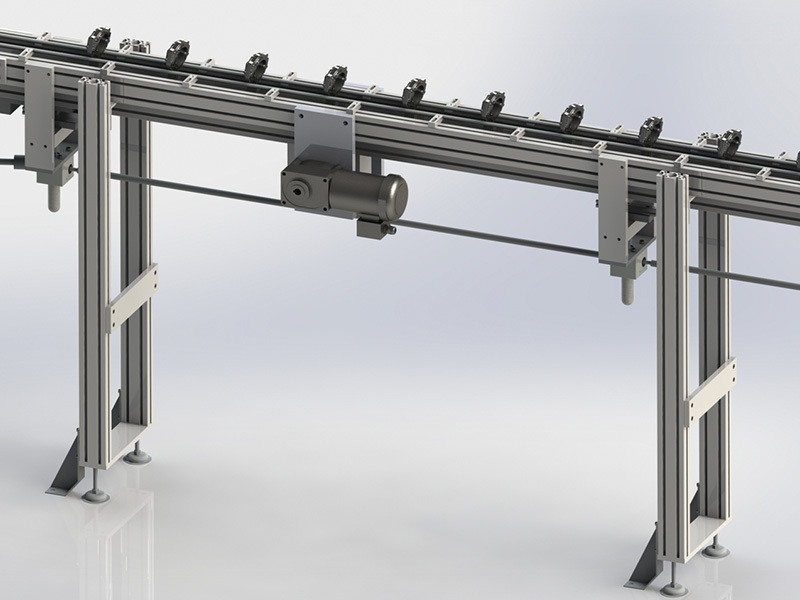
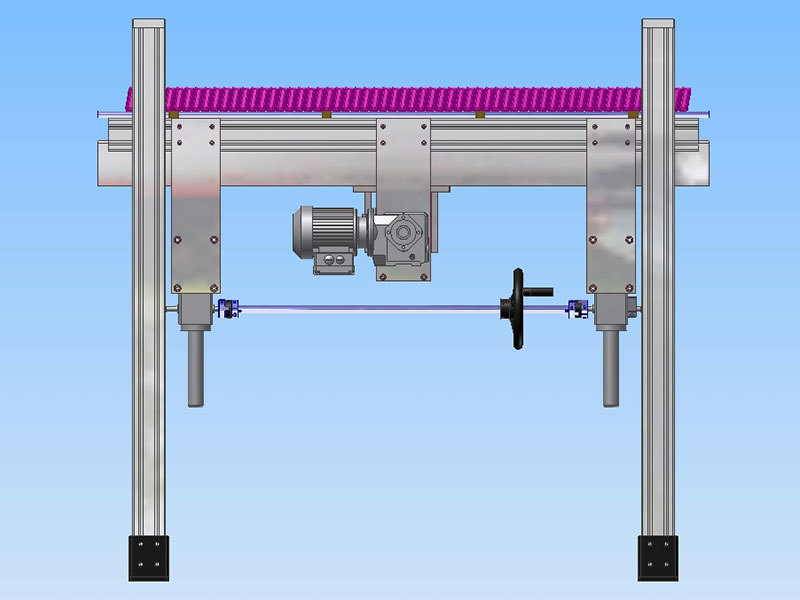
双端面磨床、连杆输送料道
 24小时服务热线
24小时服务热线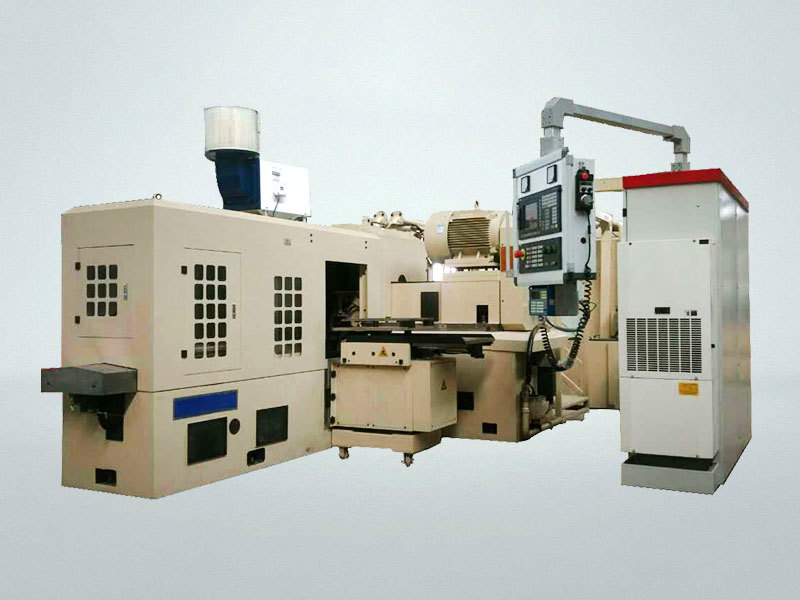



产品介绍
数控往复式双端面磨床,主要用于大型轴承内外套圈,以及其它较大规格工件的两端面磨削。数控往复式双端面磨床主要由床身;左、右磨头;左、右拖板;左、右进给补偿机构;前床身往复机构;独立的砂轮修整机构;电气控制系统;液压系统;专用送料夹具机构等主要部件组成。数控往复式双端面磨床的砂轮进给以及修整速度和修整频次,均可通过程序预先设定及修改。当连续磨削产品至设定值时,上料机构首先停止上料,等待磨削区内的工件送出后,左、右磨头将自动分开到修整位置,开始自动修整砂轮,修整结束后,左、右磨头自动进入磨削位后,上料机构自动启动开始工作,以此完成自动磨削循环。
特点和优势
1、 数控往复式双端面磨床的砂轮进给采用高精度滚珠丝杠,导轨采用V型镶刚滚针导轨。
2、 数控往复式双端面磨床核心部件主轴采用40Cr材料,经锻造、退火、正火、调质、淬火、定性处理。机床布局紧凑,设计科学合理,刚性足,使用寿命长。
3、 数控往复式双端面磨床磨头整体移动完成磨削,刚性强劲,稳定性能突出。而非主轴伸缩磨削,大限度地提高了其刚性,主轴施以恒力负荷预紧,吃刀大,精度高。
4、 数控往复式双端面磨床修整器为整体结构,一个修整臂,两片砂轮同时修整,稳定性能好,修整精度高,且实现自动修整、自动补偿。
5、 数控往复式双端面磨床床身进行隔热设计,确保机床长时间连续工作,精度不受影响。
6、 数控往复式双端面磨床砂轮磨损到极限尺寸后,上料机构将自动停止上料,并报警做声光提示。
7、 数控往复式双端面磨床砂轮防护罩可自动升降,加装砂轮防护罩升降与磨头旋转互锁安全装置、修正与磨削互锁安全装置,安全系数大。
8、 数控往复式双端面磨床可选配加装变频器,完成磨头无级调速,实现差速磨削。
9、 数控往复式双端面磨床可选配加装伺服电机,完成伺服控制进给及补偿。
工作精度:(不同的工件精度不同)
平行差 | 0.008mm |
平面度 | 0.008mm |
厚度差 | 0.02mm |
表面粗糙度 | Ra0.63um |
MW7675B 主要技术参数
项目 | 单位 | 参数 |
工件直径 | mm | Ф150-Ф500 |
工件厚度 | mm | 10-150 |
砂轮盘直径 | mm | Ф750 |
主轴转速 | r/min | 770 |
主轴电机 | kw | 30?2 |
往复行程 | mm | 900 |
磨头行程 | mm | 130 |