双端面磨床厂家
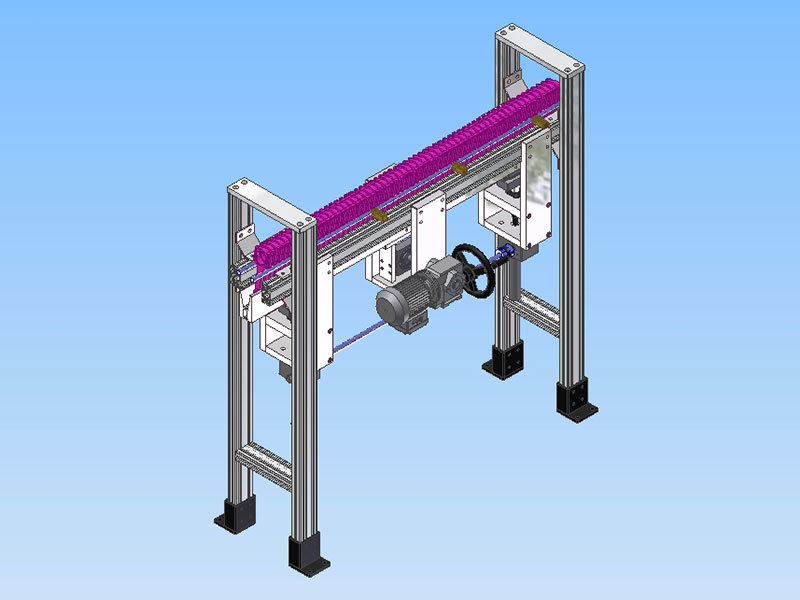
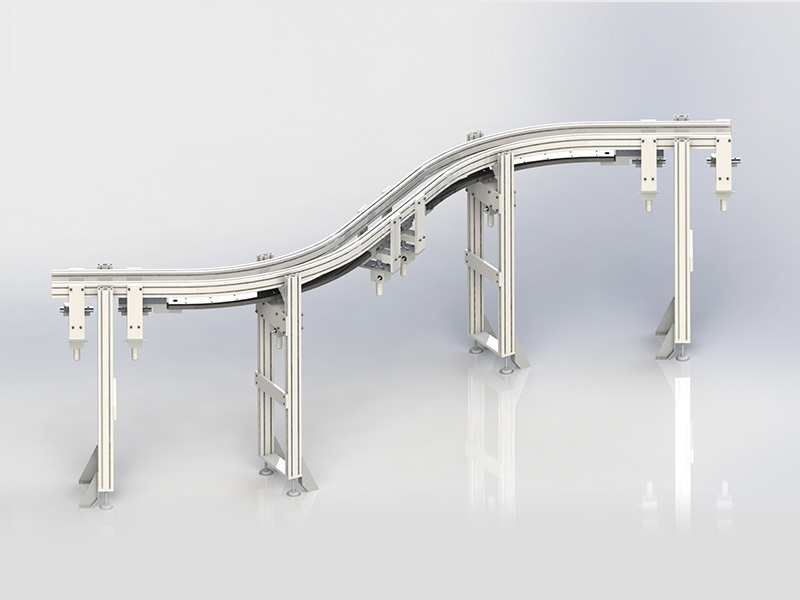
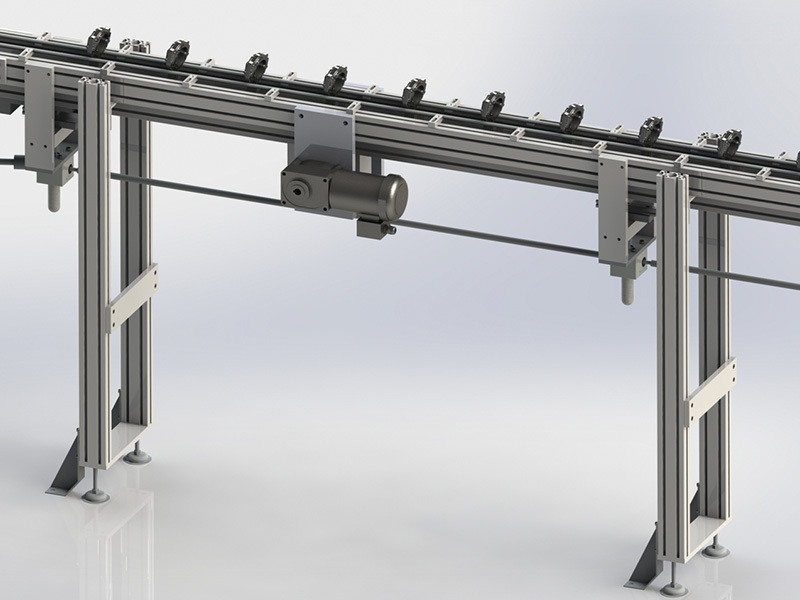
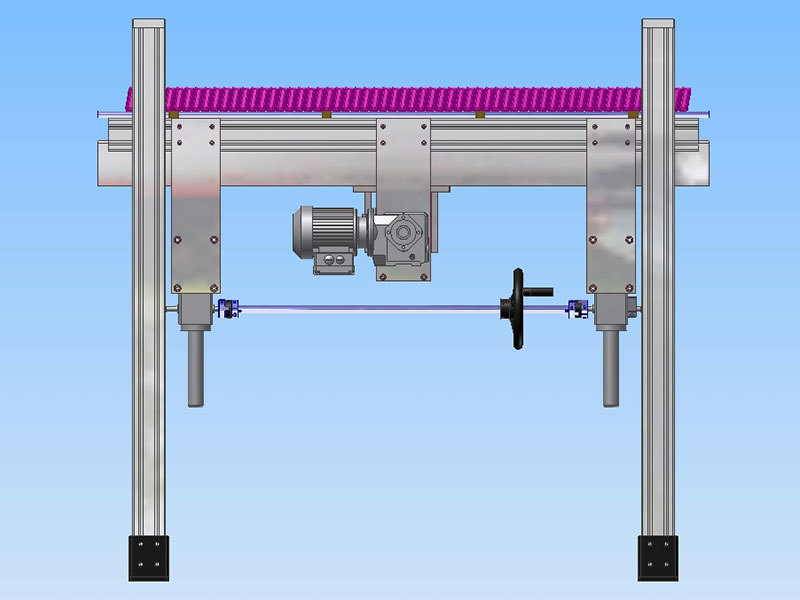
双端面磨床、连杆输送料道
 24小时服务热线
24小时服务热线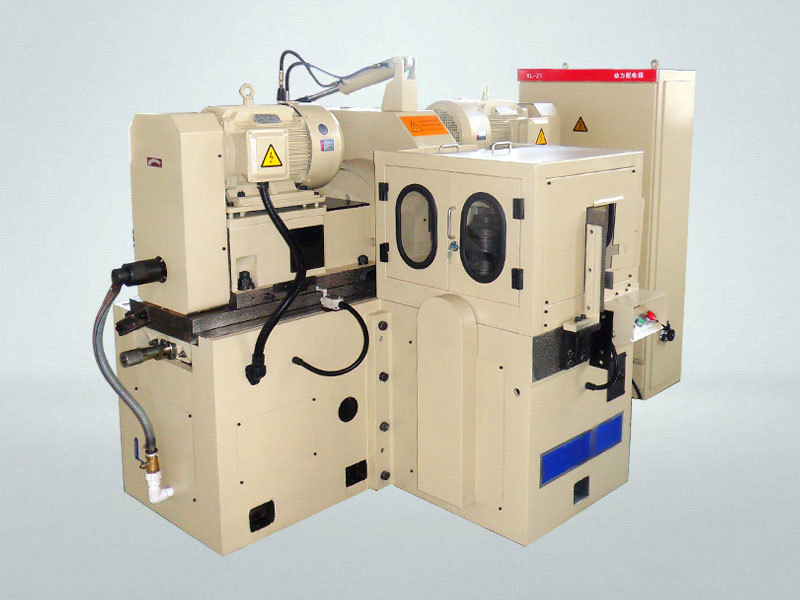


产品介绍
这台手机边框双端面磨床通过切换送料盘的夹具,可以磨削手机边条和手机边框。我公司在充分了解国内外双端面磨床的优势和缺点后,以及立式双端面磨床和卧式双端面磨床的不同之处,消化吸收出色的设计理念,为解决手机边框加工工艺和手机边条的生产要求,集几十年双端面磨床制造经验的基础上,自主开发的一台高效率手机边框专用双端面磨床, 帮助富士康、华为等手机边框加工企业成功地解决了钛铝合金边条两端面磨削的难题,避免了手机边条钛铝面的磕碰伤,并且极大地提高了手机中框双端面磨削的效率
特点和优势
一、安全系数高
1、卡料保护:出现卡料现象送料盘将自动停止工作并报警,可有效避免人员伤亡和零件损坏,现场得到操作工一致好评,可放心工作。
2、砂轮极限保护:为防止铁磨铁出现打火的现象,当砂轮消耗到使用极限时,机床将自动停止工作并报警。
3、安全互锁装置:加装砂轮防护罩升降与砂轮旋转互锁安全配置;修正与磨削互锁安全配置,自动化程度高,安全系数大。
4、电缆高空架:机床与配电柜之间电缆通讯采用高空走线,地面无障碍,线缆不易破坏,不妨碍人员行走,安全系数高。
5、报警装置:各部出现故障可实现报警并做声光提示。
6、砂轮罩自动升降:可一个人操作吊臂轻松更换砂轮,即安全又快捷。
二.单只成本低
1、效率高:同样送料盘胎孔多,相同时间内加工产品数量多。
2、耗材少:砂轮是主要耗材,砂轮直径小耗材便宜。
3、修正频率低:机床采用特殊结构,减少了砂轮修整次数,降低砂轮消耗。
4、操作简便:切换品种更换送料盘时不用大拆大卸,只需松开一个螺栓就可以将送料盘轻易取下,节省工作时间。
5、无需人工干预:砂轮修整频次可预设,当机床加工数量达到设定值后-砂轮自动退后修整-自动补偿-修整结束-自动回到磨削位置-自动启动送料盘继续磨削-完成一个自动循环,整个砂轮修整过程无需人工干预。
6、用工少:机床有手动与自动模式转换,因机床安全防护到位,转自动模式后完全可以一个人操作一台设备;下料输送带设有计数功能,能够准确用于生产统计和机床运算。
三.精度高、稳定性强
1、隔热设计:机床设计上解决了磨削热量对机床变形的影响,确保机床连续长时间工作,精度稳定性能好。
2、消隙功能:机床设有液压系统,成功消除滚珠丝杠间隙,延长丝杠寿命,使设备始终保持好工作状态。
3、磨削预紧力:双磨头依靠液压提供预紧力不间断维持,精度稳定,当遇到砂轮破碎等特殊情况可实现安全避让以保护机床,安全可靠。
4、刚性足:磨头移动采用V型镶钢滚针轴承导轨,整体移动来实现磨削;而非主轴伸缩磨削,大限度地提高了其刚性。
5、主轴只管旋转:主轴没有花键不做伸缩运动,只管旋转,做到了即延长设备使用寿命且刚性强劲。
6、数据查询:系统具有历史数据记录查询功能。可查询当班加工数量和累计加工数量,也可统计机床累计运行记录。
工作精度:(不同的工件精度不同)
平行差 | 0.01mm |
平面度 | 0.01mm |
厚度差 | 0.015mm |
表面粗糙度 | Ra0.8um |
主要技术参数(具体参数根据要求设计)
项目 | 单位 | 参数 |
长度 | mm | 10-200 |
厚度 | mm | 2-40 |
砂轮直径 | mm | 500 |
主轴转速 | r/min | 1060 |
送料速度(无级) | m/min | 2.7-13.4 |
修正器移动速度 | m/min | 0.5-1.5 |
磨头移动行程 | mm | 120 |
磨头电机 | kw | 15?2 |
外形尺寸(长?宽?高) | mm | 2400?2200?1600 |
重量 | kg | 5000 |